Kako i čime skuhati titansku lopatu kod kuće
Lopata je neizostavan dio opreme u arsenalu svakog vlasnika zemljišta. Modeli od titana vrlo su izdržljivi i imaju druge važne prednosti. Međutim, ponekad s povećanim opterećenjem na bajunetu metal može puknuti. Hajde da smislimo kako skuhati lopata izrađen od titana i što treba uzeti u obzir u tom procesu.

Sadržaj članka
Značajke zavarivanja titana
Na zavarljivost ovog metala utječe nekoliko čimbenika. Prije svega, titan ima jaku kemijsku reakciju na plinove u zraku, uključujući dušik, kisik i vodik. Također je važno da metal ima veću tendenciju rasta zrna kada temperatura prelazi 800 stupnjeva.
Ako se titan zagrije na 350 stupnjeva, počinje aktivno apsorbirati kisik. Kao rezultat toga, na površini (u području zavarivanja) nastaje film čija boja varira od žute do ljubičaste, postupno prelazi u bijelu.
Zagrijavanje na 500 stupnjeva dovodi do povećanja čvrstoće i tvrdoće metala. Međutim, njegova plastična svojstva se smanjuju.
Međudjelovanje titana i vodika dovodi do štetne pojave - vodikove krtosti. Pridonosi povećanju krhkosti materijala. Nakon što se titan ohladi, zavareni dio nakon nekog vremena otpada.
Povećanje količine zrna uslijed izlaganja visokim temperaturama smanjuje čvrstoću metala. Vrijedno je zapamtiti da titan ima visoko talište. Kada radite s njim, morate koristiti vrlo snažan koncentrirani izvor topline.
Kod zavarivanja šav mora biti obostrano zaštićen. Posebna pažnja posvećena je pripremi rubova. Ne morate ga dugo zagrijavati. Prilikom zavarivanja titanske lopate potrebno je pažljivo pratiti temperaturne uvjete. Za zaštitu metala u radnom području preporuča se korištenje posebnih spojeva za fluks. Metalni ukrasi također će raditi. Mogu se koristiti plinski jastuci. Za njihovu izradu koriste se pakirane komore.
U procesu ispravljanja nedostataka na lopati, morate se pažljivo pridržavati sigurnosnih mjera opreza. Trebali biste raditi izuzetno pažljivo.
Potrebni materijali i oprema za zavarivanje titanske lopate
Proces će zahtijevati:
- Stroj za zavarivanje. Mora podržavati TIG način rada. Mora imati plamenik.
- Cilindar napunjen zaštitnim plinom. Prikladni su helij, argon ili mješavina oba.
- Volframove elektrode koje se ne tope.
- Žica za punjenje.

Priprema za zavarivanje kod kuće
Za pripremu metala za zavarivanje potrebno je obraditi rubove područja na kojima će se proces izvoditi. Obavezno uklonite metalni sloj s visokim udjelom kisika i dušika. Prisutnost ovih čestica u radnom području dovest će do pogoršanja svojstava formiranog šava. Krhkost metala će se povećati.
Ako obradaci imaju debljinu ne veću od 4 mm, možete učiniti bez rezanja rubova tijekom zavarivanja. U drugim slučajevima, izvodi se uz održavanje kuta otvaranja od 60 stupnjeva.
Također je potrebno zaštititi korijen šava i radno područje na naličju. Čak i ako tretman ne dosegne suprotnu stranu. Doista, kada titan stupi u interakciju s plinovima iz okolnog zraka, reakcija počinje čim temperatura dosegne 300 stupnjeva.
Za zaštitu šava na naličju koriste se jastučići od čelika ili bakra. Moraju biti čvrsto postavljeni. Također možete koristiti puhanje argona, usmjereno u posebne utore ili unutar strukture.
Ako se postupak može izvesti bez zaštite unutarnje strane šavova, potrebno je napraviti pauze kako bi se površina ohladila. Sami šavovi trebaju biti kratki, ne više od 20 mm.
Metoda zavarivanja titanske lopate s nepotrošljivom elektrodom (TIG metoda)
TIG je tehnologija zavarivanja koja koristi elektrode na bazi volframa pod zaštitom inertnih plinova. Smatra se da se njegova jezgra ne topi. Ovo je ručno elektrolučno zavarivanje - između elektrode i obratka nastaje luk, a iz plamenika dolazi zaštitni plin. Aditivi se dopremaju ručno. Elektroda je naoštrena pod kutom od 45 stupnjeva. Struja se mora održavati unutar 100 ampera.
Proizvodi debljine do 1,5 mm mogu se sučeono spajati bez upotrebe aditiva. U drugim slučajevima, šipka se hrani. Aditiv mora imati sastav prikladan za leguru radnog područja. Prije početka procesa mora se žariti u vakuumu. Ovo će ukloniti vodik. U zatvorenom stanju, aditiv će zadržati svoja svojstva najviše 5 dana.
Za izvođenje rada potrebna je struja konstantnog polariteta, čiji napon doseže 15V. Elektroda mora biti usmjerena prema površini pod određenim kutom - 70–80 °. Aditiv se dovodi okomito na os elektrode.
Slika ispod prikazuje položaj elektrode i aditiva pri TIG zavarivanju bilo kojeg proizvoda od titana.
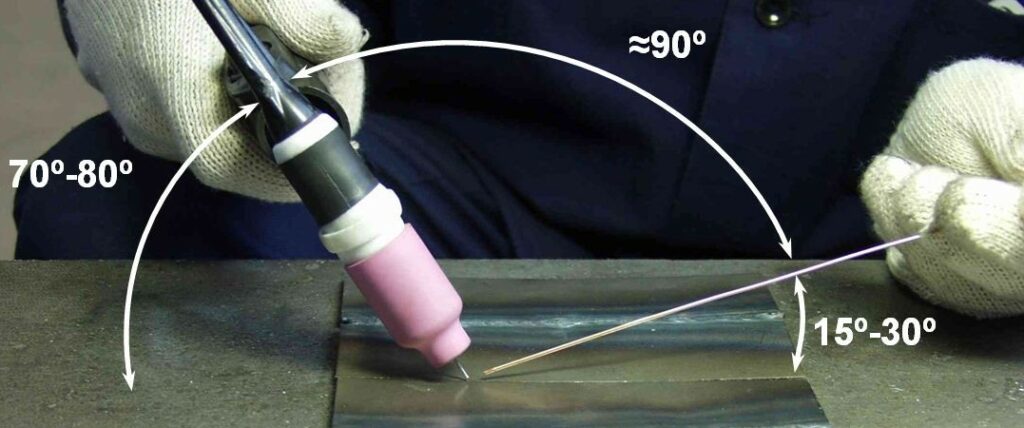
Formiranje šava mora se izvesti preciznim pokretima. Dok se radno područje potpuno ne ohladi, preporuča se puhanje argona na šav. Postupak se mora izvesti izuzetno pažljivo.





Razbio sam 2 komada. Loše su to lopate, ne vjeruj nikome. Oni su kao igračke. A ako je tlo vrlo lagano, onda tamo kopaju vilama.